









En 2024, Zudek implementó un sistema avanzado de refrigeración y calefacción industrial para AD Harvey Poultry (Reino Unido), utilizando amoníaco como refrigerante natural. El sistema sustituyó calderas diésel y refrigerantes sintéticos, reduciendo las emisiones de CO₂ en un 59% y aumentando la capacidad de procesamiento a 7.200 pollos por hora. Un caso de éxito en la descarbonización de procesos y la eficiencia energética en la industria alimentaria.
En 2024, Zudek tuvo el privilegio de diseñar e implementar un sistema avanzado de refrigeración y calefacción para el productor avícola británico AD Harvey Poultry. El objetivo del proyecto fue sustituir los sistemas tradicionales basados en refrigerantes sintéticos por soluciones naturales a base de amoníaco y descarbonizar la producción de calor mediante la sustitución de una caldera diésel por una bomba de calor eléctrica. El resultado: una mejora significativa en la eficiencia energética y la sostenibilidad ambiental.
El sector avícola en el Reino Unido es uno de los más importantes en la producción de carne, con un fuerte enfoque en la producción de pollo y pavo. Siendo uno de los mayores productores avícolas de Europa, es fundamental optimizar la eficiencia de los procesos y, al mismo tiempo, reducir el impacto ambiental.
El Desafío
A.D. Harvey buscaba una solución para sustituir su sistema existente por una instalación más sostenible, basada en amoníaco, capaz de:
- Calentar aproximadamente 4.600 pollos por hora hasta +80 °C
- Enfriar esos mismos 4.600 pollos por hora de +40 °C a +2 °C
- Operar 10 horas al día, 5 días a la semana, durante 52 semanas al año
- Aumentar la capacidad de procesamiento de 4.600 a 7.200 pollos por hora
- Mejorar la calidad y la consistencia del producto
- Lograr la descarbonización total de la planta eliminando calderas diésel y refrigerantes sintéticos
Nuestra Solución
Para alcanzar estos ambiciosos objetivos, Zudek instaló:
- Ecomatik – un enfriador de agua de 740 kW a -12 °C que utiliza amoníaco como refrigerante
- Recumatik – una bomba de calor de alta temperatura de 600 kW a 80 °C, también basada en amoníaco
Los Resultados
Este nuevo sistema integrado ofreció beneficios concretos:
- Integración entre los sistemas de calefacción y refrigeración, eliminando instalaciones separadas
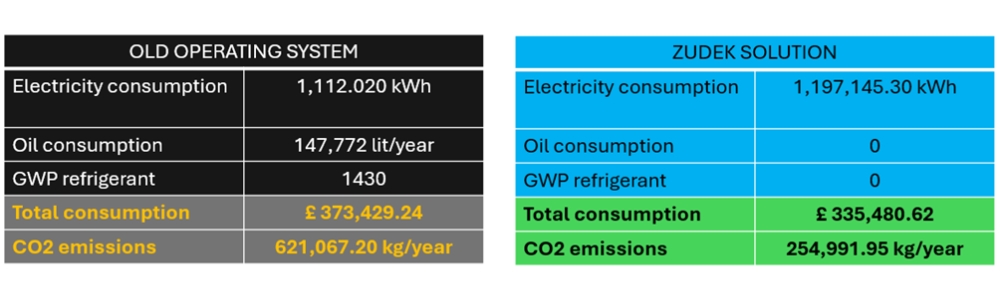
- Mayor eficiencia, con una reducción de emisiones de CO₂ de 621.067,20 kg/año a 254.991,95 kg/año
- Ahorro económico, con una reducción de los costes operativos de £373.429,24 a £335.480,62
Este proyecto representa de forma significativa el compromiso de Zudek con la refrigeración industrial sostenible, demostrando que los refrigerantes naturales pueden impulsar transformaciones ecológicas y económicamente ventajosas en la industria alimentaria.
¿Está interesado en optimizar la eficiencia de su sistema de refrigeración industrial? Póngase en contacto con nosotros para una consultoría personalizada.

Zudek es una empresa en constante evolución, especializada en el diseño y la construcción de sistemas de vanguardia. A través de la investigación y la innovación, proporciona soluciones ecológicas y altamente eficientes desde el punto de vista energético.




